无可匹敌的制造能力
• 肯纳设计制造的硬质合金件提供最佳的性能和可靠性。具体表现在:
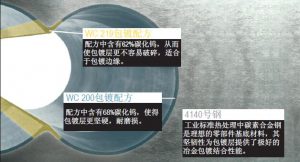
• 拥有超过30种已经证明其优异性能的材质可供选择,满足客户的不同需求。
• 耐磨产品经高压烧结炉及独创的超硬Keziz 烧结工艺后。可消除几乎所有会影响产品耐磨性能的坑及内部缺陷。
肯纳的强大制造力还体现在:
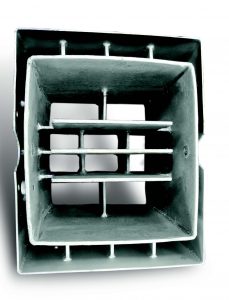
• 具备生产长至1650毫米,直径达510毫米的超大硬质合金耐磨制品的能力。
• 独一无二的柔性制造能力。它确保了我们能驾驭从最简单的单件定单,到最复杂结构的客户化定制产品的供应能力。
• 生产工艺经ISO9002/2000认证,其质量控制及非毁坏性检验能力符合最苛刻的美国核工业及军工工业标准。
耐磨零件专家
肯纳倾心全力为客户提供性能和价值出众的硬质合金产品。肯纳在制造工艺的每一步贯切近乎苛刻的设计标准和严格的质量控制,使肯纳的产品在业界树立了性价比和服务的行业标准。